Anodisation de pieces en aluminium.
L’anodisation est un procédé industriel qui peut etre assez complexe, il en existe plusieurs variantes selon l’effet recherché, celle ci a pour avantage d’etre simple, pas prise de tete et de rendre tres honorablement.
materiel :
Рun bol (non m̩tallique) ou petit recipient
– de l’eau
– de l’acide sulfurique, attention !!! (Ã la droguerie du coin, Ã auchan ou au casto).
– une barre de graphite (tiré d’un gros crayon de maçon par exemple) (casto-leroy...)
– 2 pinces croco (mag d’electronique)
– du fil electrique souple (1mm² suffisent)
– des chutes d’alu pour les tests (du tube ou de la tige)
– de l’encre scolaire
– du scotch d’ecolier (pas necessaire pour les premiers essais)
Рune alim entre 12 et 24V (ou avec des accus en s̩rie)
– de la toile emeri fine (grains 600 env)
– une éprouvette (bien pour les tests, une fois qu’on a compris on peut prendre autre chose + grand)
Principe
Tout d’abord il faut savoir ce que c’est qu’une anodisation :
l’aluminium a la propriété en s’oxydant de se recouvrir d’une pellicule plus ou moins épaisse : l’alumine qui offre un état de surface bien plus dur que de l’alu pur. L’anodisation est un "forcage" de cette oxydation. On peut aussi (et c’est ce qui est assez interessant) colorer une piece en aluminium.
Methode
Remplir le bol d’eau puis ajouter doucement (pas d’eclaboussures) 3 ou 4 cuillères à soupe d’acide (euh c’est une manière d’indiquer la dose, attention l’acide surtout si tres concentré attaque le métal, donc à la cuillère plastoc sinon ;) ). L’acide permet une meilleure conductivité de l’au et "mange" un peu l’alu.
Bien préparer la pièce en alu, poncage fin, degraissage, bain d’acide pur (gaffe hein !) si endroits inaccessibles au poncage.
Cabler les pinces crocos sur les pôles de l’alim via les fils.(Attention aux cours jus !, pas de contact entre les 2 pinces une fois cablées).
Agripper une pince croco (pole -) à la mine graphite, plonger la mine dans la solution d’acide, ne pas y plonger la pince (elle est en métal...)
Agripper la piece en alu (une tige d’alu sera parfaite pour debuter) au pole + . La plonger dans la solution d’acide elle aussi, attention ne pas faire toucher la mine et la piece en alu (tjrs à cause des cours jus).

Il doit y avoir un léger degagement gazeux c’est normal, il ne doit pas etre trop important quand meme. S’il est trop important reduire la tension (à 12V il peut ne pas y avoir de micro-bulles, donc le processus sera + long). Une fine couverture de bulles collées à la mine de graphite indique un courant correct. Ceux qui ont un amperemètre pourront verifier : entre 20 et 100mA par cm² d’alu à traiter. Enfin à la louche ca marche aussi :D
La concentration en acide joue aussi (je suis déjà allé jusqu’à 1/3 d’acide pour 2/3 d’eau ca marche aussi ;))
Laisser trempouiller entre 15 et 45 minutes selon la vivacité de la réaction.
Sortir de la solution, rincer la piece sous l’eau claire (attention les doigts qd meme en sortant la piece, ca fait pas fondre les doigs mais ca irrite si on s’acharne, les lunettes de protections sont les bienvenues et les lavages de mains réguliers aussi ;))
Vous pouvez observer une difference de brillance entre la partie qui trempait et la partie qui ne trempait pas. Secher la pièce.
Maintenant la coloration :
Pour exemple on va prendre de l’encre rouge, facile à trouver. « Egorger  » plusieurs cartouches dans l’éprouvette (1/4 de l’eprouvette suffit). Vous pouvez vérifier que la partie traitée de l’alu absorbe l’encre alors que la partie non traitée la laisse glisser.
Plonger la partie traitée dans l’éprouvette, attention le niveau ne doit pas exceder la moitié, vous allez vite comprendre pourquoi.. ;)
Mettre l’éprouvette sur le gaz, en bougeant un peu, pour ne pas chauffer trop fort et ne pas faire peter l’eprouvette (incliner un peu l’éprouvette, ne chauffez pas là où il n’y a pas de liquide et ne tourner pas l’eprouvette vers vous). Attention des que ca commence à bouillir le niveau monte tres vite et risque de gicler, non seulement ca tache mais surtout ca brule ! allez y doucement quoi ;).
Laissez bouillir (fremir suffit) 5 minutes.
Sortir la piece sans se bruler (enfin sauf si vous aimez... ;) )
Rincer la piece, oh miracle la piece reste colorée !
Vous pouvez verifier la différence de dureté de surface en faisant glisser un lame de scie à metaux sur la piece, coté traité et coté non traité.
Chimiquement que s’est il passé ?
Pendant la phase d’ « electrolyse  » la surface de la piece s’est oxydée et a formé des cristaux d’alumine. Ces cristaux ressemblent à du nid d’abeille, plein de petites alvéoles creuses. Ce sont ces alvéoles qui absorbent la teinture et rendent la surface « mouillante  ».
La phase d’ébullition dite de « colmatage  » referme ces alvéoles, la teinture restant piégée dedans !
Cette couche d’alumine va proteger et colorer vos petites pièces en alu ;)
Par contre attention si vous voulez re-anodiser une piece en alu déjà anodisée (ou oxydée) il faut enlever la precedente couche, et là pas de secret faut poncer ! Voilà pourquoi j’insiste sur la propreté de la pièce à traiter. De meme ne pas toucher la partie traitée entre l’electrolyse et le bain de colorant, les doigts étant gras on verrait votre empreinte digitale une fois le bain de coloration effectué ;) .
Comprendre le mécanisme chimique permet de ne pas faire n’importe quoi et permet entre autre d’expliquer pourquoi des pigments trop gros n’arriveront pas à colorer l’alu : parce qu’il n’arriveront pas à rentrer dans les alvéoles.
Pour ceux qui commencent à maitriser la technique vous allez pouvoir aller plus loin :
Enrouler une bande de scotch autours du tube avant electrolyse, l’enlever apres. On obtient une limite nette. Proceder au bain, appreciez le resultat ;) On peut ainsi colorer une meme pièce avec des couleurs differentes ! On peut faire des masques avec des formes variées (tattoo, lettres....). Des masquages avec vernis divers (à ongle ?) doivent etre possibles, verifier simplement la compatibilité avec l’acide.
voilà des essais recents pour illustrer mes propos :
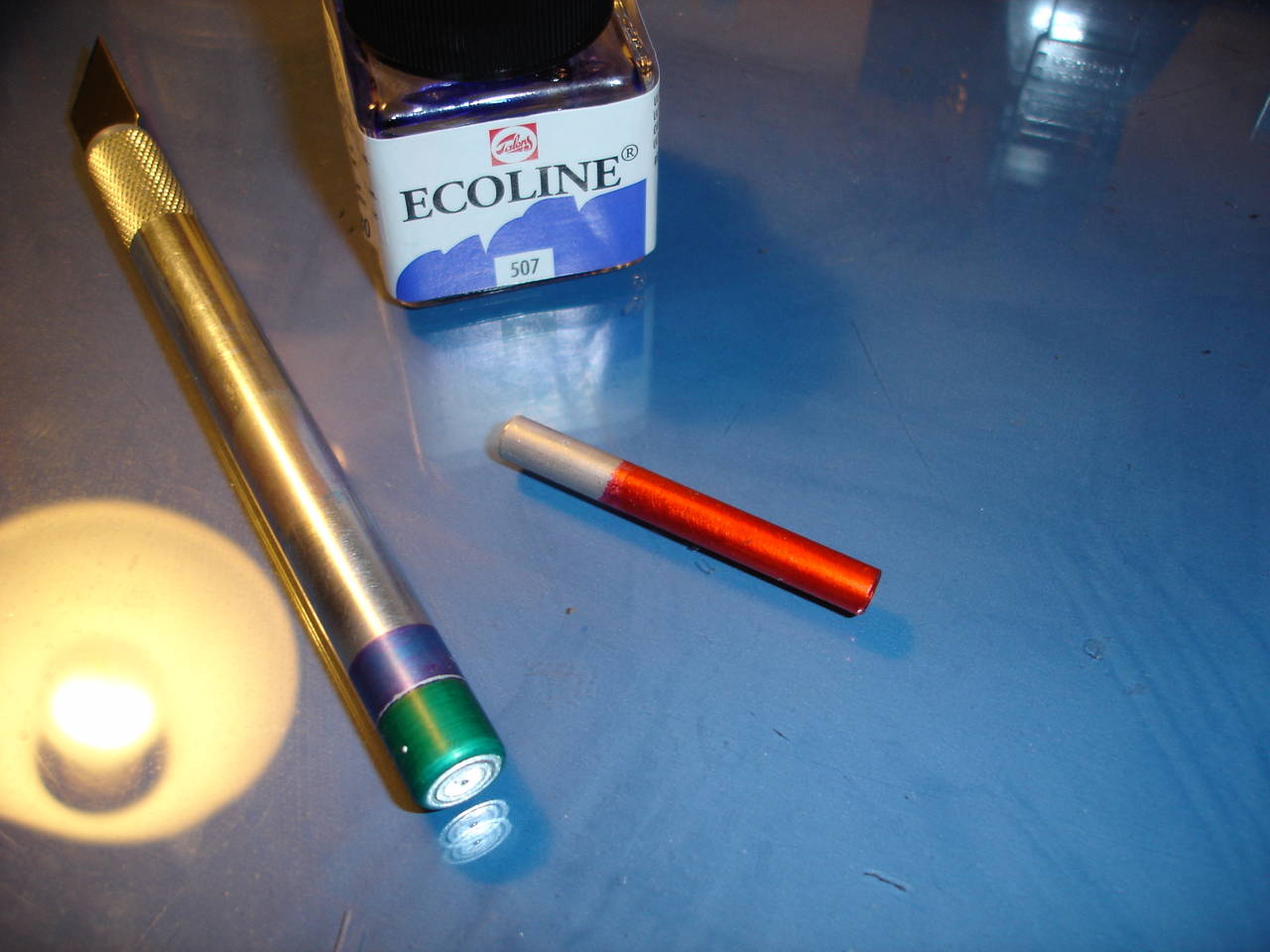

sur ces images on voit un voile violet au dessus de la zone où j’avais mis le scotch. C’est parce que pdt quelques minutes (2 ou 3) j’avais fait tremper au delà du scotch donc l’alu c’est legerement anodisé à cet endroit, donc au moment de la cuisson dans l’encre seulement une tres petite quantité d’encre a été piegée dans l’alumine et on se retrouve avec un simple voile violet. Comme encre j’ai utilisé celle que l’on voit en fond (ca coute moins de 4€ et ca evite l’egorgement des cartouches d’encre, trouvable dans les magasins d’arts graphiques)

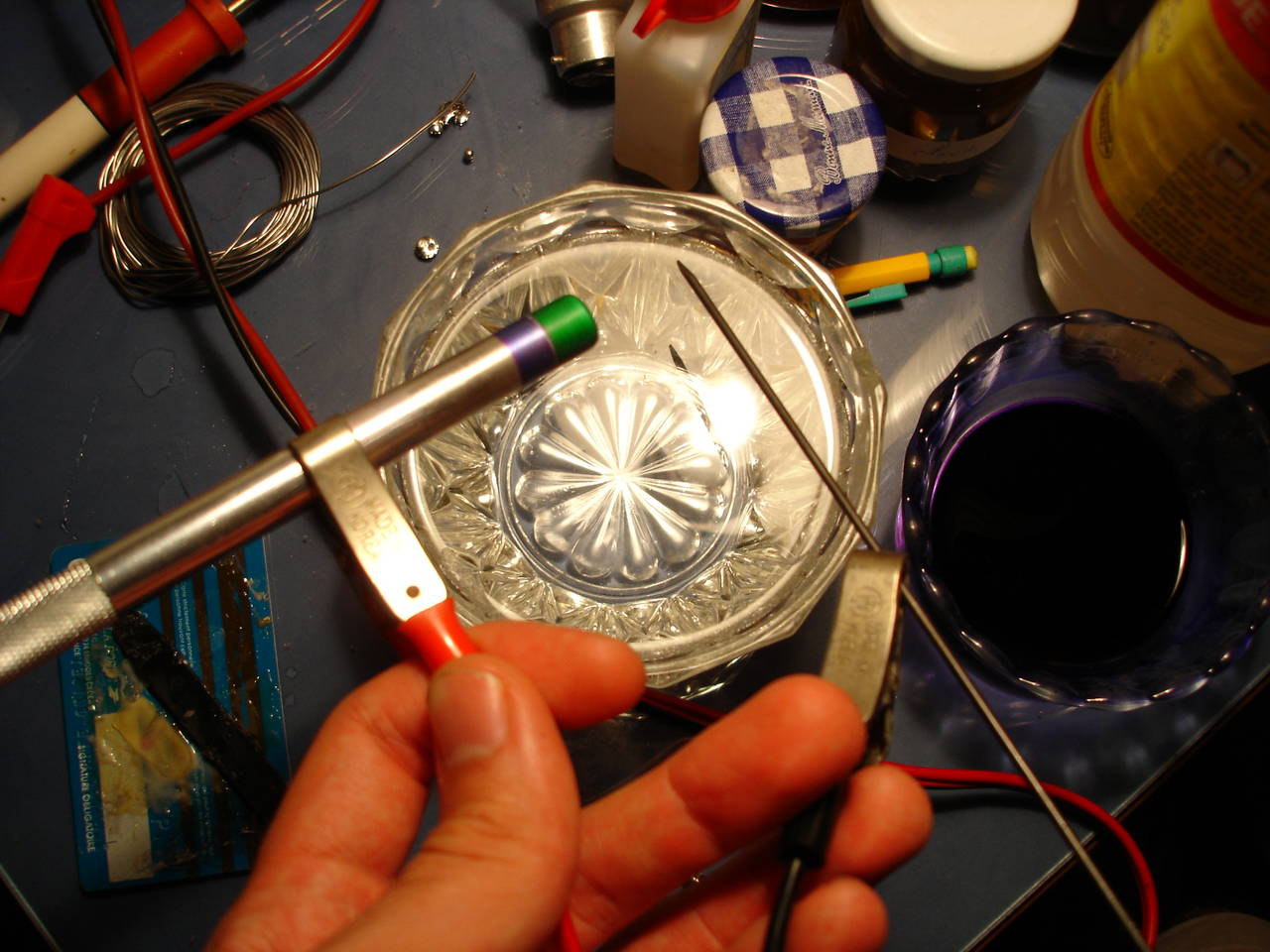
On y voit egalement le bac d’encre qui m’a servi à la cuisson dans l’encre.
Voilà amusez-vous bien, montrez nous vos créations ;) milhouse !
Discussions sur le forum :
– anodisation-encore
– ALU : anodisation et coloration